

在高温使用中,如何对耐火材料进行系统保护(一)
冶金和其他工业部门的热工设备,只有连续自动控制耐火材料内衬的状态和具有耐火材料的系统保护,才能使设备可靠地运转。
耐火材料的系统保护措施,第一步是使用过程中经常测量内衬的厚度。
我们已经知道有几种方法能够查明耐火材料的损毁速度,用肉眼,示踪原子,测定内衬温度等方法。现在研究出激光干涉分析,可以测定耐火材料内衬残余厚度,精确度小于 1mm。
经常不断地测量内衬不同区域耐火材料的损毁速度,能够实现砌体用坯的厚度相同。耐火材料的保护有几个方面:
(1)冷却砌体的耐火材料,直到用水的护板完全代替内衬;
(2)用喷补,涂抹,黏附等办法,使损毁层的耐火材料复原;
(3)降低侵蚀物的侵蚀性;
(4)耐火材料内衬,规定使用温度和气体制度的标准额;
(5)改进砌体构件和砌体结构,其目的是降低热机械应力。
一、内衬冷却
根据冷却强度,它会按各种机理对耐火材料寿命发生影响。冷却制度分为结渣层的和梯度的:结渣层的,当时工作表面温度明显降低,而在某水平上有扶助的水冷系统,相当于耐火材料与侵蚀物的固体状态产物与液体状态的相互作用平衡,即造成形成结渣层的条件;梯度的,当时耐火材料工作表面温度仍旧不变,而大约等于炉子空间温度,冷面的温度降低,以致内衬按厚度的温度梯度增大,并在指定水平上,炉子使用期间的一定时期内扶助水冷系统。
由于渣及金属熔体在内衬表面变冷时不仅形成结渣层,而且又因为耐火材料本身易熔成分向工作表面迁移。氧化物的金属熔体黏度在0.5~1Pa·s时,失去自己的流动性。根据化学反应类型,熔体的成分和气体介质的性质,在1250~1550℃范围内有这样的黏度值。因而冷却结渣层时,工作表面温度应该降低超过指出的范围。

确定工作表面温度的另一出发点是为了内衬热表面拥有相当于化学反应开始温度低些的温度条件。
采用像汽化冷却系统一样的直接水冷。结渣层冷却系统结构实行板式冷却装置,箱或管型炉墙板,它的格子起初填满耐火材料薄层。
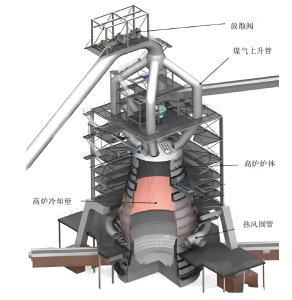
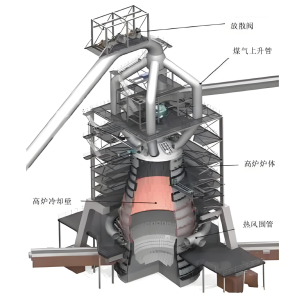
高炉冷却取得最大成功,炉身下部仅用水冷作业。
电炉冷却时,冷却壁板同时又是炉墙。这样的结构,以冷却的观点,最有效果,然而它对水的质量提出高的要求,而使用它时,必须按安全技术保持严密的措施(在金属熔池,不允许有水的破口)。高功率电弧炼钢炉(500~600kW/t),冷却结渣层时炉墙寿命达到400炉,同时炉子生产率提高3%~5%,由于使用期限的延长和检修停工时间缩短,同一炉次持续的时间仍旧和普通内衬时一样。对冷却附加的电能消耗,认为lt钢为5%~10%。结渣层的主要成效是耐火材料消耗降低 50%~90%。
随着内衬损毁而温度梯度增大,如图11-19 所示,同时内衬的平均温度提高。假定内衬起初厚度的温度梯度(dt/dx)1和以后(最小)厚度的梯度(dt/dx)2相等。当时应该是热流相等λ1(dt/dx)1=d1t1和λ2(dt/dx)2=d2t2,得出λ2λ1=d2t2/d1t1和λ2 =λ1d2t2。例如,当冷壁的温度由 40℃提高到800℃时,α2≈α₁,热导率λ₂应该增大20倍是不现实的。意味着假定有关非正常的梯度相等,而实际上(dt/dx)2>(dt/dx)1。
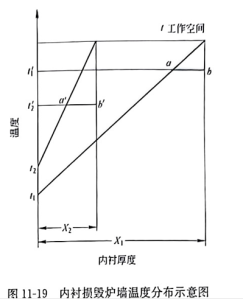
这种情形在耐火材料损毁过程中有重要意义:具有温度梯度增大的制品某深度的温度(取决于化学侵蚀耐火材料全过程的温度)与温度梯度小时由热面到同样深度比较低些(图11-19)。耐火材料中温度梯度增大,熔融物渗入深度减小,因而损毁。
用人工方法冷却梯度时,让外表面的水冷内衬造成梯度值增高。
耐火材料寿命和温度梯度之间的关系,这在无人工冷却作业的各种炉窑上用试验确定,用双曲线的正切表示。这种关系的特点其中在于值的范围不大,改变论据取得函数的最终值。这就是说,温度梯度和耐火材料损毁之间不是连续的关系。梯度的意义仅在于它的值确定时表现出来。
解决梯度冷却结构的方法可能不同。这种冷却形式的效率,从耐火材料消耗的观点比结渣层低些,而从总的经济计算,冷却的能量消耗可能是高些。
如果对耐火材料,梯度冷却更有意义,随温度提高,它的热导率降低。随砌体厚度增大,温度变化曲线有凹线形式,凸形向下。这显示直接的热表面温度更明显地下落。
耐火材料随温度提高,它的热导率增大,按砌体厚度的温度变化曲线呈凸形向上。同时热表面温度下降更缓慢(结果是温度梯度值不大),而梯度冷却可能是没有效果。
往往实行两层内衬:致密的,放在接近热的方向和隔热的。在这种场合,层中造成不同的温度梯度:致密层的梯度不大,而隔热层的梯度较大。致密层梯度减小,伴随这个层剧烈地损毁。所以实行两层形式的内衬可能是不合理的。由热边向冷边连续提高气孔率的内衬好像觉得更合理。炉窑的这种内衬,用捣打或浇注方法容易实现。
How to systematically protect refractory materials in high temperature use (1)
For thermal equipment in metallurgical and other industrial sectors, only continuous automatic control of the status of refractory lining and system protection with refractory materials can make the equipment operate reliably.
The first step in the system protection of refractory materials is to measure the thickness of the lining frequently during use.
We already know that there are several ways to find out the rate of failure of refractory materials, using the naked eye, tracing atoms, measuring the temperature of the lining and so on. Laser interferometric analysis has been developed to determine the residual thickness of refractory lining with an accuracy of less than 1mm.
The thickness of masonry billets can be the same by constantly measuring the failure rate of refractory materials in different areas of the lining.
There are several aspects to the protection of refractory materials:
(1) Cool the refractory material of the masonry until the water-based guard completely replaces the lining;
(2) Spray, smear, adhesion and other methods to restore the damaged layer of refractory materials;
(3) Reduce the aggressiveness of the erosion;
(4) Refractory lining, the standard amount of temperature and gas system;
(5) Improvement of masonry members and masonry structures, the purpose of which is to reduce thermal mechanical stress.
First, lining cooling
According to the cooling intensity, it will affect the life of the refractory according to various mechanisms. The cooling system is divided into slagging layer and gradient: slagging layer, when the working surface temperature is significantly reduced, and at a certain level, the water cooling system is equivalent to the interaction balance between the solid state product and the liquid state of the refractory and the erosion, that is, the conditions for the formation of the slagging layer; Gradient, when the temperature of the refractory working surface is still unchanged, and is approximately equal to the furnace space temperature, the temperature of the cold surface is reduced, so that the lining increases according to the temperature gradient of the thickness, and at the specified level, the furnace is used for a certain period of time to support the water cooling system.
Because the slag and metal melt not only form a slagging layer when the lining surface becomes cold, but also because the fusible component of the refractory itself migrates to the working surface. When the viscosity of the metal melt of the oxide is 0.5~1Pa·s, it loses its fluidity. Depending on the type of chemical reaction, the composition of the melt and the nature of the gaseous medium, there is such a viscosity value in the range of 1250~1550 ° C. Therefore, when cooling the slagging layer, the working surface temperature should be reduced beyond the indicated range.

Another starting point for determining the working surface temperature is to have a temperature condition equivalent to the temperature at which the chemical reaction begins on the hot surface of the lining.
Use direct water cooling like vaporization cooling system. The slagging layer cooling system structure consists of a plate cooling unit, box or tube type furnace wall panel, whose lattice is initially filled with a thin layer of refractory material.
Blast furnace cooling achieved maximum success, with only water cooling under the furnace body.
When the electric furnace is cooled, the cooling wall is also the furnace wall. Such a structure, from the point of view of cooling, is most effective, but it puts high demands on the quality of the water, and when using it, strict measures must be maintained in accordance with safety techniques (in the metal melt pool, no water breaks are allowed). High power arc steelmaking furnace (500~600kW/t), when cooling the slag layer, the life of the furnace wall reaches 400 furnace, while the furnace productivity is increased by 3%~5%, due to the extension of the service life and the maintenance downtime is shortened, the duration of the same furnace is still the same as that of ordinary lining. For the additional power consumption of cooling, lt steel is considered to be 5% to 10%. The main effect of the slagging layer is to reduce the consumption of refractory materials by 50% to 90%.
As the lining is damaged, the temperature gradient increases, as shown in Figure 11-19, and the average temperature of the lining increases. Assume that the temperature gradient (dt/dx) 1 of the initial thickness of the lining is equal to the gradient (dt/dx) 2 of the subsequent (minimum) thickness. At that time, the heat flow should be equal to λ1 (dt/dx) 1=d1t1 and λ2 (dt/dx) 2=d2t2, resulting in λ2λ1=d2t2/d1t1 and λ2 =λ1d2t2. For example, when the temperature of the cold wall is increased from 40 ° C to 800 ° C, α2≈α₁, the thermal conductivity λ₂ should be increased by 20 times is unrealistic. This means that the gradients are assumed to be equal with respect to the abnormal, when in fact (dt/dx) 2 is greater than (dt/dx) 1
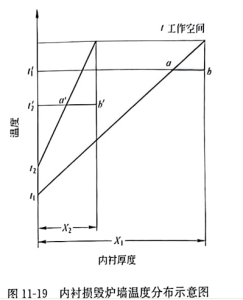
This situation is of great significance in the process of refractory failure: the temperature of a product with an increased temperature gradient at a certain depth (depending on the temperature of the whole process of the chemical attack refractory) is lower than that of the temperature gradient from the hot surface to the same depth (Figure 11-19). The temperature gradient in the refractory increases, and the penetration depth of the melt decreases, resulting in damage.
When cooling the gradient manually, the water-cooled lining on the outer surface causes the gradient value to increase.
The relationship between refractory life and temperature gradient, which is determined by tests on various furnaces without artificial cooling operations, is expressed as the tangent of a hyperbola. The characteristic of this relationship is that the range of values is small, and the final value of the function is obtained by changing the argument. This means that there is no continuous relationship between temperature gradient and refractory damage. The significance of a gradient is only expressed when its value is determined.
Solutions to gradient cooling structures may differ. The efficiency of this cooling form is lower than that of the slag layer from the point of view of refractory consumption, and the energy consumption of cooling may be higher from the overall economic calculation.
For refractories, gradient cooling makes more sense, as the temperature increases, its thermal conductivity decreases. With the increase of masonry thickness, the temperature curve has the form of concave line, convex downward. This shows that the direct hot surface temperature falls more significantly.
With the increase of temperature, the thermal conductivity of refractory increases, and the curve of temperature change according to the thickness of masonry is convex upward.
At the same time, the hot surface temperature drops more slowly (resulting in a small temperature gradient value), and gradient cooling may not be effective.
Two layers of lining are often implemented: dense, placed close to the heat direction and insulated. In this case, different temperature gradients are created in the layers: the gradient of the dense layer is small, while the gradient of the insulation layer is larger. The gradient of the dense layer decreases, accompanied by the drastic destruction of the layer. So it may not be reasonable to implement a two-layer lining. A lining that continuously increases the porosity from the hot side to the cold side seems more reasonable. The lining of the furnace can be easily achieved by ramming or pouring.
